Mis on adhesioonkulumine?
Adhesioon- ehk sööbekulumine tekib materjaliosakeste ülekandumisel ühelt pinnalt teisele. Seda esineb peamiselt halvasti määritud vastaspindade liugehõõrdumisel. Materjal hakkab hõõrdumisel kuluma, pinnale võivad tekkida praod ja halvimal juhul keevituvad hõõrdepaari vastaspinnad ühte. Võimalikud tagajärjed on tõsine masinarike või suisa masina rivist väljalangemine.
Peale adhesioonkulumise on üks kulumise alaliike abrasiivkulumine.
Adhesioonkulumise tekkepõhjused
Ebapiisava määrimisega liugehõõrdumise tingimustes avaldavad metallist kokkupuutepindade konarad üksteisele vastastikust mõju. Tugeva adhesiivse piirpinna tõttu võivad moodustuda külmkeevitussillad.
Adhesioonkulumist soodustavad kaks peamist tegurit:
- erinevat tüüpi materjalide kalduvus moodustada kokkupuutel tahkeid aineid või ühendeid,
- kokkupuutuvate pindade puhtus.
Lisaks sellele on veel mõned mõjurid, mida tuleb arvesse võtta. Olulist rolli mängivad nt manusekomplekt ja määrdeainekelme paksus, masinaosade suurus ning teatud talitlusparameetrid, nagu koormus ja kiirus.
On mitmeid põhjuseid, mis tingivad ebasoovitud kokkupuudet pindade vahel, ja laias laastus saab need taandada neljale peamisele tegurile:
- äärmuslik või ebapiisav koormus,
- kõrge temperatuur ja äärmuslik surve,
- kiirendus või pidurdus koormusalas,
- liigne niiskus koormusalas.
Nagu ülal mainitud sai, aitavad koormusega seotud probleeme lahendada piisava paksusega määrdeainekelme ja hea manusekomplekt. Et kahjustusi tekiks vähem, on vaja ka osata masinaga ümber käia ning kontrollida tippkoormust ja temperatuuri. Masinaosad, mida adhesioonkulumine ohustab kõige sagedamini, on veerelaagrid, silindrid, ülekanded ja kolvid.
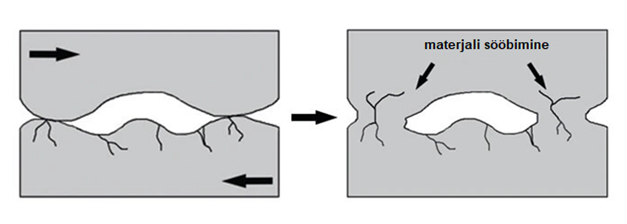
Pikaajaline väsimuskulumine võib viia hõõrdepaari vastaspindade sööbimiseni
Adhesioonkulumise areng
Adhesioonkulumine areneb enamasti aeglaselt ja pikema aja jooksul. Esmalt tekivad kerged kulumisilmingud, seejärel mõõdukad ja lõpuks tugevad kulumisjäljed.
Kerge adhesioonkulumine leiab aset pindade algsel vähesel kulumisel ja meenutab poleerimist. Seda laadi kulumist võib esineda masina sissetöötamise faasis. Palja silmaga ei ole varajast kulumist sageli võimalik märgata, kuid see on tuvastatav väikeste pinnapragude täiendaval vaatlemisel. Suuremate kahjustuste vältimiseks on oluline tunda see kulumismuster õigeaegselt ära.
Materjali mõõdukas kulumine on silmaga nähtav masinaosale moodustunud tumedate värvitriipude või jälgedena. Mõõduka kulumise termilise iseloomu tõttu võib olla märgata ka materjali pinna värvumist sinakaks. Selles staadiumis tuleks jälgida kulumise edasist kulgu ja koostada plaan lähiajaks, et masina seisuajal probleem lahendada.
Tugevat adhesioonkulumist peaks tingimata vältima. Selles kulumise faasis hakkavad lahtirebitud materjaliosakesed võimust võtma ja kuhjuma pinnale, andes sellele määrdunud välimuse. Siit edasi on oodata juba silmnähtavaid kulumisjälgi, pindade pragunemist ja rõugelist korrosiooni. Kui tehakse kindlaks, et tegemist on tugeva adhesioonkulumisega, on suur oht, et seade langeb rivist välja. Sellisel juhul tuleks koostada plaan seadme peatseks asendamiseks uuega.
Avastamine ja analüüs
Väga oluline on ära tunda adhesioonkulumise eri faasid. Kahtlusele kinnituse saamiseks on olemas erinevad analüüsimeetodid.
Kõige lihtsam meetod adhesioonkulumisega seotud probleemide äratundmiseks on hõõrdepindade põhjalik visuaalne kontroll. Visuaalset vaatlust saab teostada näiteks alati siis, kui masin parajasti ei tööta. Üldjuhul on adhesioonkulumist võimalik visuaalse vaatlusega tuvastada üksnes hilisemates faasides, sest algjärgus kulumine on tihtipeale nii väike, et inimese silm seda ei näe.
Täiendava analüüsimeetodina kasutatakse adhesioonkulumise avastamiseks endoskoopiat. Endoskoopiline uuring annab tunduvalt detailsemat infot kõikide antud kulumisliigiga seotud probleemide kohta ja aitab varakult heita pilgu adhesioonkulumise tekkeprotsessi. Seda analüüsimeetodit kasutatakse tihti ennetava tehnohoolduse käigus tuvastatud probleemi lähemaks uurimiseks, kuid seda saab edukalt rakendada ka iseseisva vaatlusena plaaniliste töökatkestuste ajal.
Adhesioonkulumist aitab märgata ka õli laboratoorne analüüs. Kui visuaalsel vaatlusel pole adhesioonkulumist üldjuhul võimalik materjaliosakeste piiratud eraldumise tõttu varakult avastada, siis õli analüüs võib teatud näitajatega anda märku adhesioonkulumisest. Üks selline spetsiifiline parameeter, mida peab jälgima, on kulumis- ja hõõrdumisvastaste manuste kontsentratsioon. Ehkki antud ülesanne on mõnikord keeruline, kuna teatud keemilised elemendid võivad süsteemis esineda nii manuse kui mustusena, õigustab see ennast. Kui on olemas põhjalikud teadmised vastavast masinast ja õlianalüüsist, on võimalik märgata kõrvalekaldeid optimaalsest seisundist ja selgitada välja probleemi võimalikud põhjused.
Adhesioonkulumise ennetamine
Adhesioonkulumist põhjustab harilikult masina üle- või alakoormus või vale määrdeaine. Koormusprobleemide tuvastamine seadme paigaldamisel ja sobiva koostisega määrdeaine kasutamine, mis arvestab kasutusala, õlikelme paksust, temperatuuri, pindkoormusi ja kasutuskeskkonda, on head eeldused adhesioonkulumise tekke minimeerimiseks. Lisaks sellele aitavad töö käigus vähendada antud probleemi esinemise tõenäosust sissepääsenud niiskuse varajane avastamine, seadistusprobleemide kõrvaldamine ja masina nõuetekohane järelevalve eelpool nimetatud analüüsimeetoditega.